

Since the beginning of 2025, IMP Voda Sro has been using the GSK-certified painting process.
This complex epoxy painting process applied at the plant in Germany results in higher product quality and long-lasting corrosion protection.
The IMP Voda Sro product range is distinguished by a high level of quality.
The key production processes are all carried out in Europe:
_ mechanical production
_ surface painting
_ product assembly
_ hydraulic testing on products
APPENDIX 2
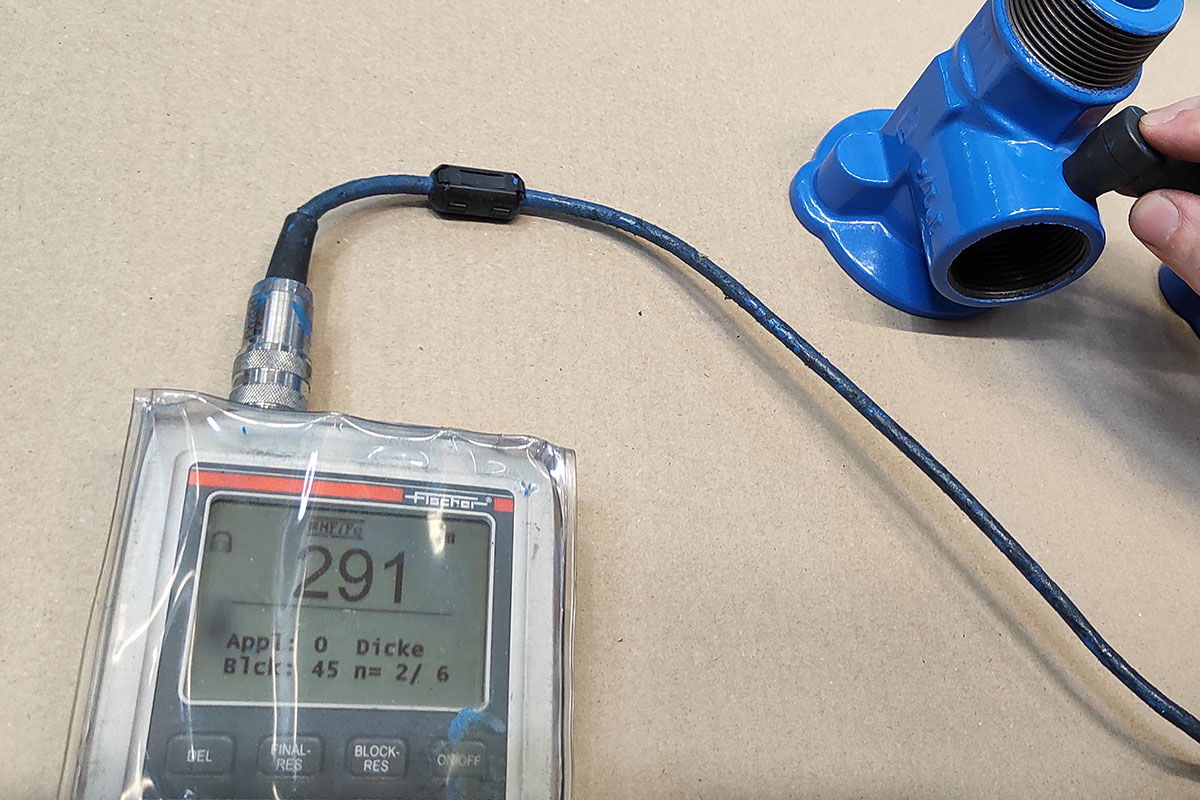
DETERMINATION OF COATING THICKNESS
The coating thickness is measured non-destructively e.g.. magnetically or electromagnetically) and must be measured with an accuracy of + 1 %.
Zero calibration is carried out on a steel sample supplied by the producer of the coating thickness tester and not on the blasted surface of the casting.
The probe of the testing device must be such that all areas and all nominal widths (internal and external) can be measured reliably. Bends should preferably be measured using single-point probes. The self-monitoring must ensure that the minimum coating thickness all over the part is not less than 250 pm.
A minimum coating thickness of 150 pm is permitted in specified areas.
Such areas might be: surfaces in the areas of a joint with restricted tolerances (except flange sealing surfaces)
– seats of sealing rings,
– screw holes,
– threads,
– ribs,
– edges,
– markings.
APPENDIX 3
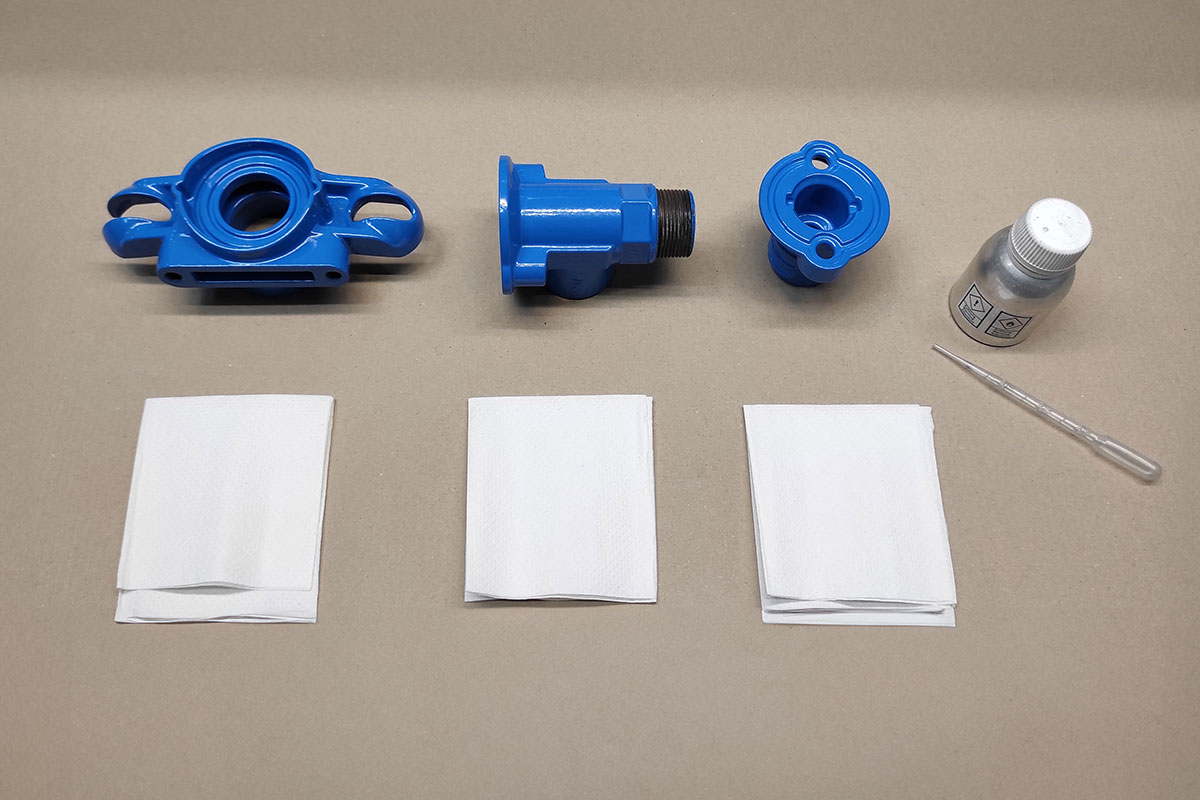
DETERMINATION OF CROSS-LINKING TEST
Testing should be carried out not earlier than 24 hours after coating.
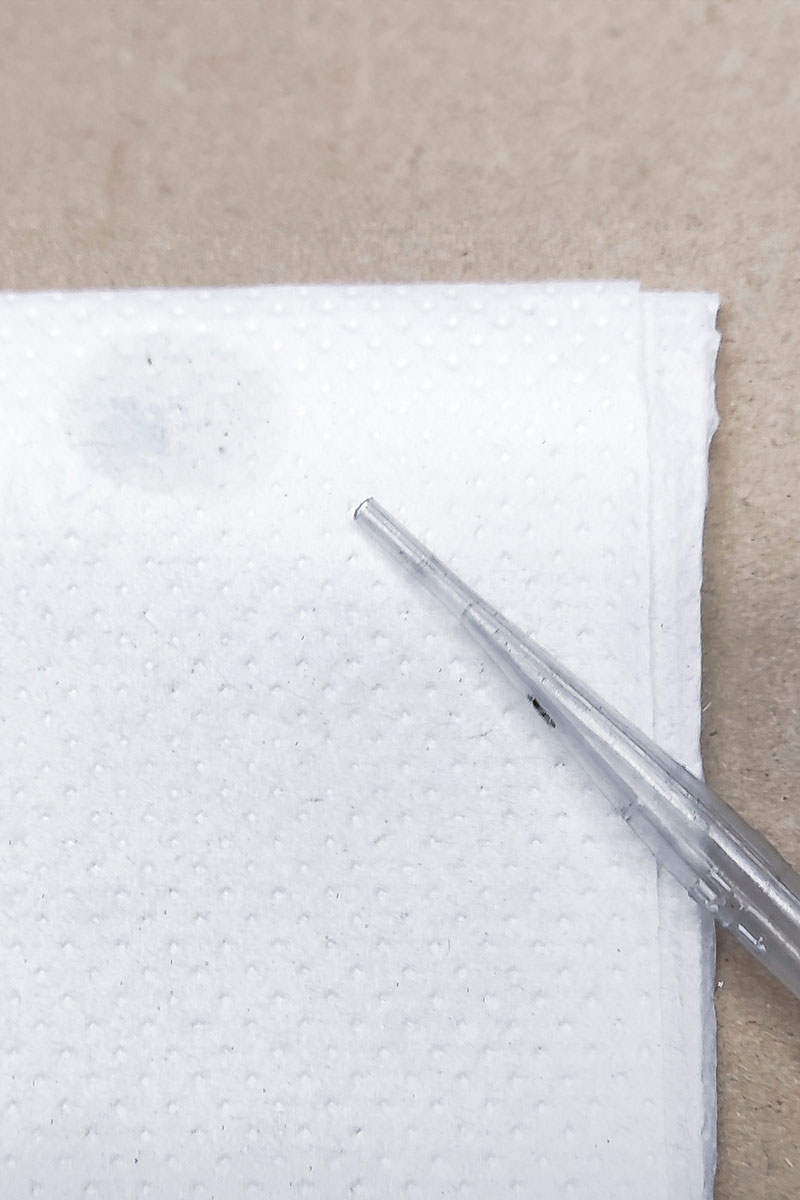
A few drops of methyl isobutyl ketone (MIBK) shall be applied at room temperature to a horizontal test surface coated with e poxy powder.
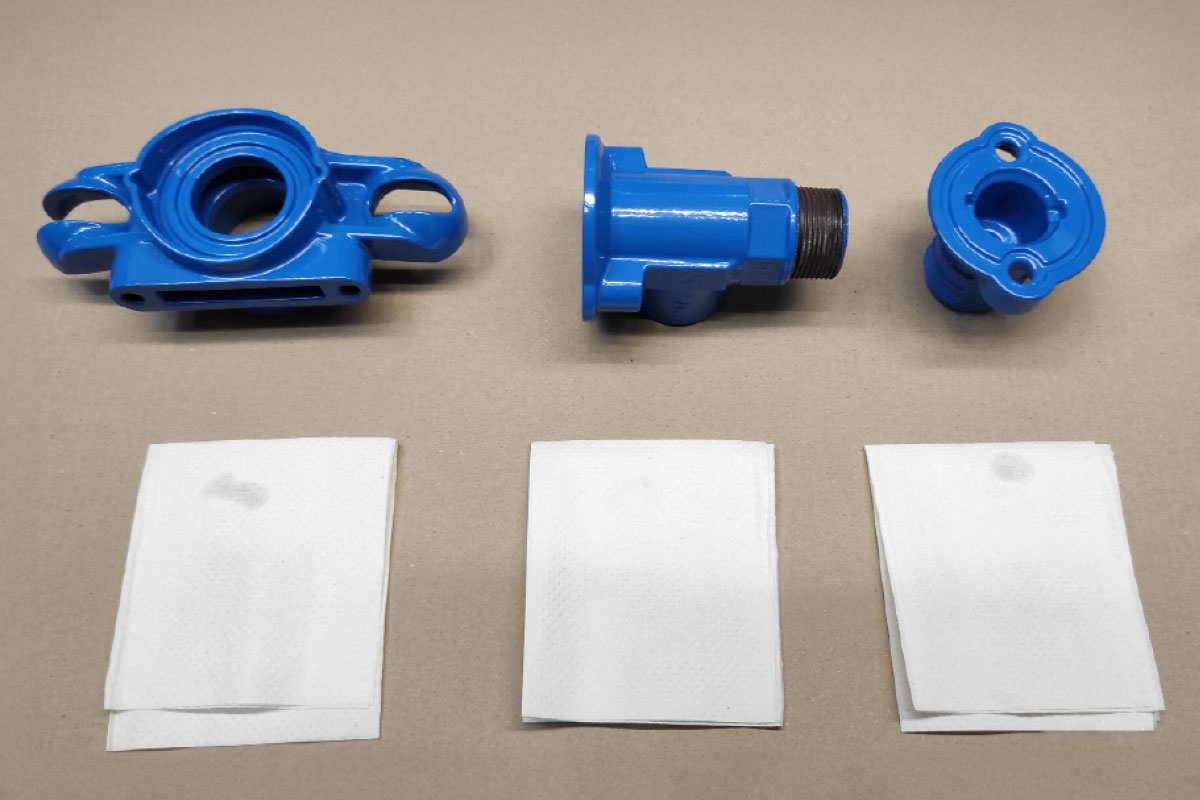
After 30 seconds, wipe with a white cloth without pressure, taking care not to smear or make the coating sticky.
The cloth must remain clean.
If the MIBK test is not satisfied without any doubts or if the coating material has changed, the degree of cross- linking of the coating must be within the limit values of the glass transition temperature Tg for the cured film specified by the manufacturer of the coating material.
APPENDIX 4
DETERMINATION OF IMPACT RESISTANCE
Testing of the impact resistance should be carried out not earlier than 24 hours after coating or at the earliest after cooling to ambient temperature.
For testing, the test specimen should be supported in such a way that there is no spring effect from the test body when the drop weight hits the test specimen.
The drop weight used consists of a holding device with ball (diameter 25 mm) made of roller bearing steel on the impact side. The ball must have a hardness in the range 58-66 HRC (hardness acc. to ROCKWELL). Once the impact side of the ball is visibly flattened, it must be turned to another position or replaced. Self-turned ball surfaces are not allowed.
The impact energy, E, set with a maximum measuring error of 5%, must be 5 Nm (e.g., a height of fall of 1 m, a drop weight of 0.5 kg). It must be ensured that the drop weight falls vertically onto the test surface. For this purpose, it can be guided within a tube up to a distance of 10 cm above the test surface with low-friction and without any influence due to an accumulation of air.
A multiple impact of the drop weight on the test specimen should be avoided.
– The impact test has to be carried out at least three times on the respective product (i.e., three impacts).
– The minimum distance to all edges must not be less than 10 mm. – The distance between the individual impacts must not be less than 30 mm.
– The test must not be carried out on treated surfaces or in highly curved areas (radius < 40 mm).
– Subsequently the pore-free test is carried out on the sampled areas. No discharge is allowed at 3 kV.
In case of greater curvatures, the testing is carried out on a GSK test plate acc. to appendix 11 coated at the same time.
The test device must be suitable for testing the entire nominal width range.
APPENDIX 4
DETERMINATION OF IMPACT RESISTANCE
Testing of the impact resistance should be carried out not earlier than 24 hours after coating or at the earliest after cooling to ambient temperature. For testing, the test specimen should be supported in such a way that there is no spring effect from the test body when the drop weight hits the test specimen.
The drop weight used consists of a holding device with ball (diameter 25 mm made of roller bearing steel on the impact side. The ball must have a hardness in the range 58-66 HRC (hardness acc. to ROCKWELL).
Once the impact side of the ball is visibly flattened, it must be turned to another position or replaced.
Self-turned tell surfaces are not allowed. The impact energy, E, set with a maximum measuring error of 5 %, must be 5 Nm le.g., a height of fall of 1 m, a drop weight of 0.5 kg).
It must be ensured that the drop weight falls vertically onto the test surface. For this purpose, it can be guided within a tube up to a distance of 10 cm above the test surface with low-friction and without any influence due to an accumulation of air.
A multiple impact of the drop weight on the test specimen should be avoided.
– The impact test has to be carried out at least three times on the respective product (i.e., three impacts).
– The minimum distance to all edges must not be less than 10 mm. – The distance between the individual impacts must not be
less than 30 mm.
– The test must not be carried out on treated surfaces or in highly curved areas (radius ‹ 40 mm).
– Subsequently the pore-free test is carried out on the sampled areas. No discharge is allowed at 3 kV.
In case of greater curvatures, the testing is carried out on a GSK test plate acc. to appendix 11 coated at the same time.
The test device must be suitable for testing the entire nominal width range. Pictures Layer-thickness-test.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}